服务热线:010-66095089/13521200337


大赛报名|“雄才杯”2026创新创业大赛 项目征集

方案背景
行业痛点
01
厂房面积大,仓储地点分散,无线网络覆盖死角多,断网情况频现,无法实时掌控现场情况
02
传统工厂作业方式落后,需要耗费较长的生产周期,企业生产成本过高,生产效益得不到有效保障
03
工厂内部设备自动化程度低,需要依赖人工搬运,劳动强度大,安全问题与人工成本问题难以得到解决
04
厂区仓储环境复杂,人车混流、车辆移动频繁,现有人工管理方式落后,效率低、错误率高,出现问题无法及时处理
方案介绍
方案优势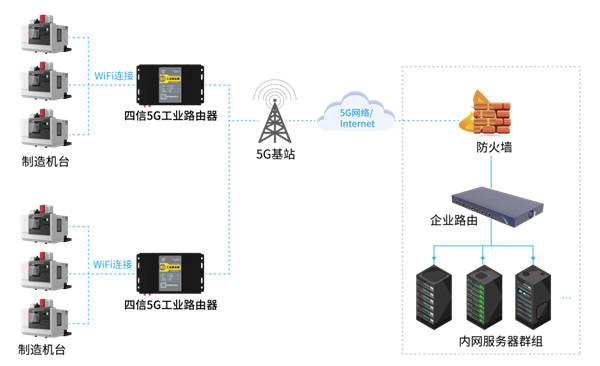
01
数据化
方案利用物联网技术实现设备间高效信息互联,数字工厂向“物联工厂”升级,操作人员可实现采集生产设备、物料、成品等动态生产数据,及时掌握生产运行情况,实现生产环境与信息系统的无缝对接,提升现场感知和监控能力,满足工厂24小时监测需求。
02
集成化
建设企业信息集成平台,实现上下游数据无缝连接,向上支撑企业经营管理,向下与生产过程的实时数据高度集成,形成一条完整可靠的生产链,对计划做到可用、可控,计划执行透明化,生产周期可控,提升设备资源利用率。
03
可视化
设备生产过程实时受控,确保产品质量稳定可控;同时可实现数据大屏,对异常问题及时预警,管理员第一时间发现问题,及时调整生产计划,提升企业经营管理决策。
04
可溯源
方案完美解决车间生产质量无法有效管理,数据信息无法追溯难题,实现对生产工艺过程的实时监测与控制,实现生产信息可溯源,数字车间科学化运维。
05
实时性
借助5G网络大带宽和低时延特点,能够保证终端到后端服务器之间延时控制在10ms左右,最大程度保证数据实时性,同时大带宽也能满足工业场景化需求。
06
免布线
方案提供强大的双频WiFi接入能力,对于固定或者可移动的生产装置,通过WiFi接入实现无线组网,免除布线安装的问题。
方案背景
行业痛点
01
厂房面积大,仓储地点分散,无线网络覆盖死角多,断网情况频现,无法实时掌控现场情况
02
传统工厂作业方式落后,需要耗费较长的生产周期,企业生产成本过高,生产效益得不到有效保障
03
工厂内部设备自动化程度低,需要依赖人工搬运,劳动强度大,安全问题与人工成本问题难以得到解决
04
厂区仓储环境复杂,人车混流、车辆移动频繁,现有人工管理方式落后,效率低、错误率高,出现问题无法及时处理
方案介绍
方案优势
01
数据化
方案利用物联网技术实现设备间高效信息互联,数字工厂向“物联工厂”升级,操作人员可实现采集生产设备、物料、成品等动态生产数据,及时掌握生产运行情况,实现生产环境与信息系统的无缝对接,提升现场感知和监控能力,满足工厂24小时监测需求。
02
集成化
建设企业信息集成平台,实现上下游数据无缝连接,向上支撑企业经营管理,向下与生产过程的实时数据高度集成,形成一条完整可靠的生产链,对计划做到可用、可控,计划执行透明化,生产周期可控,提升设备资源利用率。
03
可视化
设备生产过程实时受控,确保产品质量稳定可控;同时可实现数据大屏,对异常问题及时预警,管理员第一时间发现问题,及时调整生产计划,提升企业经营管理决策。
04
可溯源
方案完美解决车间生产质量无法有效管理,数据信息无法追溯难题,实现对生产工艺过程的实时监测与控制,实现生产信息可溯源,数字车间科学化运维。
05
实时性
借助5G网络大带宽和低时延特点,能够保证终端到后端服务器之间延时控制在10ms左右,最大程度保证数据实时性,同时大带宽也能满足工业场景化需求。
06
免布线
方案提供强大的双频WiFi接入能力,对于固定或者可移动的生产装置,通过WiFi接入实现无线组网,免除布线安装的问题。
|

